Технологическая карта замены Фильтрующих элементов с низким перепадом давления
2026-06-08
- Почему замена фильтрующих элементов с низким перепадом давления требует пересмотра стандартных процедур
- Подготовка к замене: диагностика состояния и необходимый инструмент
- Пошаговая технология демонтажа отработанных элементов
- Монтаж новых фильтров: нюансы герметизации и центровки
- Пусконаладочные работы и первичная активация мембраны
- Типичные ошибки и методы их предотвращения
- Экономическое обоснование и влияние на экологию
- Часто задаваемые вопросы
- Заключение и рекомендации экспертов
Почему замена фильтрующих элементов с низким перепадом давления требует пересмотра стандартных процедур
В нашей практике обслуживания промышленных систем очистки газов мы неоднократно сталкивались с ситуацией, когда внедрение Технологии высокотемпературной металломембранной фильтрации приводило к парадоксальным результатам при плановом обслуживании. Инженеры на местах, привыкшие работать с традиционными керамическими или текстильными рукавами, пытались применять старые регламенты замены к новым пористым интерметаллидам. Результат был предсказуемым: механические повреждения уплотнений, нарушение герметичности камер и, как следствие, резкий рост выбросов твердых частиц уже через неделю после «успешного» ремонта. Ключевая проблема кроется в физике процесса: элементы с изначально низким перепадом давления (часто менее 1500 Па в рабочем режиме) обладают иной структурой пор и требованиями к монтажным усилиям, чем их аналоги.
Замена таких элементов — это не просто механическая операция «вынул-вставил». Это критический процесс, от которого зависит эффективность всей системы улавливания PM2.5 и срок службы дорогостоящего оборудования. В этой статье мы разберем пошаговый алгоритм действий, основанный на реальном опыте эксплуатации установок в условиях «зеленой» металлургии и химического синтеза. Мы покажем, где чаще всего допускаются ошибки, какие инструменты действительно необходимы и почему игнорирование момента затяжки крепежа может стоить предприятию миллионов рублей штрафов за превышение ПДК.
Подготовка к замене: диагностика состояния и необходимый инструмент
Прежде чем приступать к демонтажу, необходимо провести тщательную диагностику текущего состояния фильтр-патронов. В отличие от обычных фильтров, где замена часто производится по графику или при достижении критического давления, металлокерамические и интерметаллидные элементы требуют оценки целостности структуры. Мы рекомендуем использовать портативные анализаторы частиц на выходе из каждой секции. Если вы видите скачок концентрации пыли даже при низком общем перепаде давления, это верный признак микротрещины в мембране или нарушения посадки элемента в трубной решетке.
Для работы вам потребуется специфический набор инструментов, который часто отсутствует у стандартных сервисных бригад. Обычные разводные ключи здесь не подойдут — они могут деформировать фланцевые соединения титановых корпусов. Вам понадобятся:
- Динамометрический ключ с диапазоном от 10 до 100 Н·м. Это обязательное требование. Перетяжка болтов более чем на 15% от номинала приводит к смятию уплотнительных колец из графита или высокотемпературной резины, что гарантирует протечку.
- Специализированные съемники для вертикального извлечения длинномерных элементов (длиной более 2 метров). Использование рычагов типа «монтировка» категорически запрещено — один неверный рывок может расколоть хрупкую внутреннюю структуру пористого металла.
- Вакуумный промышленный пылесос класса H (для токсичной пыли). Перед вскрытием люков необходимо удалить накопленный кековый слой с поверхности элементов, чтобы он не осыпался внутрь чистого бункера при извлечении.
- Дефектоскоп ультразвуковой (опционально, но желательно). Позволяет выявить скрытые расслоения в материале фильтра до момента его полного разрушения.
Один из наших клиентов, крупный нефтеперерабатывающий завод, столкнулся с серьезной проблемой именно на этапе подготовки. Бригада подрядчиков решила сэкономить время и не провела полную вакуумную очистку поверхности фильтров перед демонтажем. При извлечении первого элемента тяжелый слой коксовой пыли осыпался, повредив соседние, визуально исправные патроны. Убытки составили более 400 000 рублей только за счет замены поврежденных элементов, не считая простоя линии. Запомните: чистота рабочей зоны вокруг фильтрующей кассеты — это 50% успеха операции.
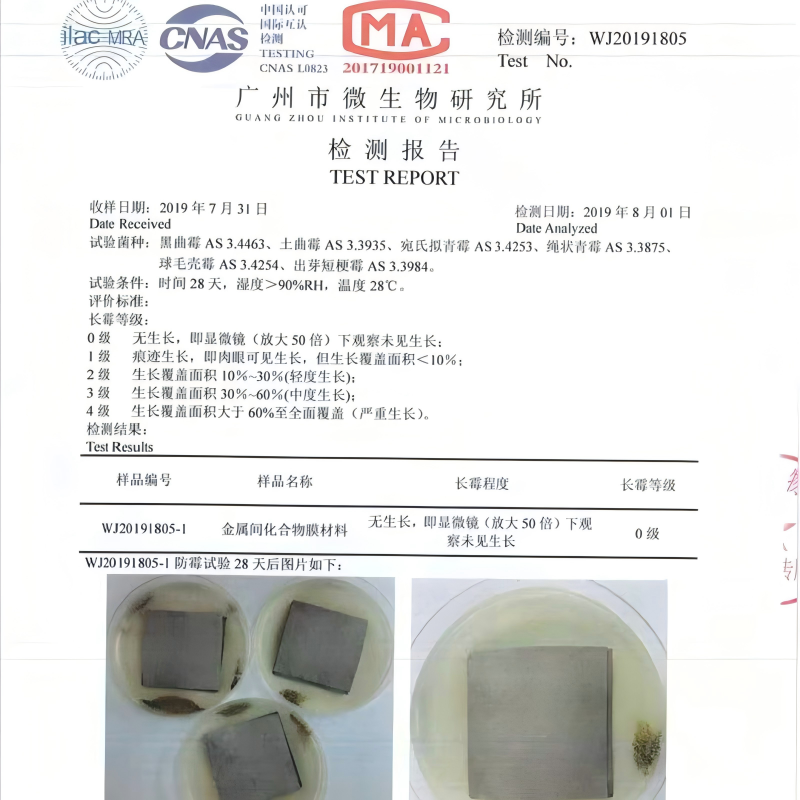
Также важно проверить наличие сертификатов соответствия на новые расходные материалы. Если вы используете продукцию, разработанную компанией ООО «Чэнду Итай Технология», убедитесь, что партия фильтров из пористых интерметаллидов титана и алюминия имеет сопроводительный паспорт с указанием пористости и предела прочности на изгиб. Эти параметры напрямую влияют на выбор режима обратной импульсной продувки в будущем. Не начинайте работу, пока не убедитесь, что новые элементы прогреты до температуры окружающей среды цеха — резкий температурный шок при контакте с горячим корпусом реактора может вызвать термическую деформацию.
Пошаговая технология демонтажа отработанных элементов
Процесс демонтажа должен выполняться строго последовательно, чтобы избежать перекосов в трубной доске и повреждения коллекторов чистой газа. Нарушение порядка извлечения может привести к тому, что соседние элементы заклинит, и их невозможно будет достать без разрушения.
- Остановка подачи газа и сброс давления. Полностью перекройте входной клапан и откройте байпасную линию. Давление в корпусе фильтра должно быть снижено до атмосферного. Внимание: Никогда не открывайте люки, если манометр показывает хотя бы 0,05 МПа остаточного давления. В нашей практике был случай, когда residual pressure выбило незакрепленную крышку люка, что привело к травме оператора и загрязнению территории токсичным порошком.
- Охлаждение корпуса (при необходимости). Если технология процесса предполагает работу при температурах выше 60°C, дайте корпусу остыть естественным путем или используйте принудительное обдувание. Работа в перчатках внутри горячего корпуса ограничивает тактильную чувствительность монтажников, что повышает риск брака при установке новых уплотнений.
- Маркировка и фиксация положения. Перед снятием сделайте фотофиксацию расположения элементов, особенно если в системе используются фильтры разной длины или модификации (например, комбинированная загрузка для разных фракций пыли). Пронумеруйте ряды маркером, устойчивым к высоким температурам. Это поможет при диагностике неравномерного забивания в будущем.
- Отсоединение креплений. Аккуратно отверните крепежные гайки или болты, фиксирующие верхнюю часть фильтра. Используйте только ручной инструмент на этом этапе, чтобы контролировать усилие. Если резьба «прикипела» из-за высокотемпературной коррозии, примените проникающую смазку, но избегайте попадания химии на фильтрующую поверхность.
- Извлечение элемента. Плавно, без рывков, поднимите фильтр вертикально вверх. Если элемент идет туго, слегка проверните его вокруг оси (не более чем на 5-10 градусов), чтобы разрушить вакуумное сцепление или снять залипший слой пыли. Критическая ошибка: Попытка расшатать элемент сильным боковым усилием. Это гарантированно сломает центрирующий шток или повредит посадочное гнездо в трубной решетке, что потребует дорогостоящего ремонта всего модуля.
- Утилизация и изоляция. Немедленно поместите отработанный элемент в герметичный контейнер или плотный полиэтиленовый мешок. Даже если пыль кажется инертной, мелкодисперсные фракции, накопленные за месяцы работы, могут представлять опасность при вдыхании или самовозгорании на воздухе (особенно в случае фильтрации металлических порошков).
После извлечения всех элементов обязательно проведите инспекцию внутренней поверхности корпуса и трубной решетки. Наличие царапин, коррозионных язв или деформаций посадочных мест недопустимо. Любая неровность станет каналом для проскока пыли мимо нового фильтра, сводя на нет всю эффективность системы. Если вы обнаружите дефекты, их необходимо устранить шлифовкой или наплавкой перед установкой нового комплекта.
Монтаж новых фильтров: нюансы герметизации и центровки
Установка новых фильтрующих элементов — это этап, где закладывается ресурс работы системы на ближайшие 3-5 лет. Здесь важна не скорость, а прецизионная точность. Технология высокотемпературной металломембранной фильтрации подразумевает использование материалов с коэффициентом теплового расширения, отличным от стали корпуса. Поэтому правильная центровка и выбор уплотнителя являются критическими факторами.
Начните с проверки геометрии нового элемента. Положите его на ровную поверхность и убедитесь в отсутствии видимой кривизны. Даже отклонение в 2 мм на длине 2 метра может привести к тому, что нижний конец фильтра будет касаться стенки корпуса или бункера, вызывая абразивный износ при вибрации или импульсной продувке. Вставьте элемент в посадочное отверстие строго вертикально. Направляющие штифты должны войти свободно, без применения молотка. Если элемент не входит, не форсируйте процесс — проверьте, не попала ли пыль в пазы или не деформировано ли само отверстие.
Особое внимание уделите уплотнительным соединениям. В системах ООО «Чэнду Итай Технология» обычно используются многослойные графитовые прокладки или кольца из высокотемпературных эластомеров. Перед установкой смажьте поверхность уплотнения тонким слоем термостойкой смазки (на основе дисульфида молибдена или графита). Это обеспечит равномерное распределение усилия при затяжке и облегчит будущий демонтаж. Никогда не используйте старые прокладки повторно. Графит обладает эффектом «памяти формы» и после сжатия не восстанавливает свои свойства, что приведет к негерметичности при первом же термоцикле.
Затяжка крепежных элементов должна производиться по схеме «крест-накрест» или по кругу, постепенно увеличивая усилие. Сначала пройдитесь по всем болтам с усилием 30% от номинала, затем 60%, и только в конце — 100%. Использование динамометрического ключа здесь обязательно. Мы видели случаи, когда монтажники затягивали болты «до упора» мышечным усилием. Для титановых сплавов это фатально: возникает эффект ползучести материала, и через несколько недель нагрева соединение ослабевает, образуя свищ. Контролируемый момент затяжки гарантирует, что давление на прокладку будет равномерным по всей окружности.
После установки всех элементов проведите визуальный контроль высоты их выступа над трубной решеткой. Разброс высот не должен превышать ±2 мм. Если один элемент стоит выше других, при установке верхней крышки или коллектора он примет на себя избыточную нагрузку, что может привести к его разрушению при первом же цикле обратной продувки. Выровняйте положение, регулируя глубину посадки или проверяя наличие посторонних предметов под фланцем.
Пусконаладочные работы и первичная активация мембраны
Самая распространенная ошибка после замены фильтров — немедленный вывод системы на полный рабочий режим с максимальной нагрузкой. Резкий скачок температуры и давления может вызвать термический шок для новых пористых структур, особенно если они изготовлены из интерметаллидов. Процедура ввода в эксплуатацию должна быть плавной и контролируемой.
Первый этап — холодная продувка. Включите систему вентиляции и подачу воздуха без нагрева. Проверьте отсутствие утечек на фланцевых соединениях с помощью мыльного раствора или ультразвукового детектора течей. Убедитесь, что система импульсной продувки работает корректно: клапаны должны открываться синхронно, создавая ударную волну достаточной силы, но не разрушительную для новых фильтров. На этом этапе можно выявить неправильно установленные элементы по характерному звуку просвистающего воздуха.
Второй этап — постепенный нагрев. Поднимайте температуру в корпусе со скоростью не более 30-50°C в час. Это необходимо для выравнивания температурных полей между корпусом, трубной решеткой и фильтрующими элементами. Быстрый нагрев приведет к тому, что корпус расширится быстрее, чем внутренние элементы, создавая опасные напряжения в точках крепления. В процессе нагрева проводите периодическую подтяжку болтовых соединений (если конструкция позволяет), так как разные материалы расширяются с разной скоростью.
Третий этап — формирование защитного слоя (кека). При выходе на рабочий режим не включайте сразу систему обратной продувки на полную мощность. Дайте пыли осесть на поверхности фильтров и сформировать первичный фильтрующий слой толщиной 0,5-1 мм. Этот слой является основным рабочим элементом в технологии глубинной фильтрации, сама мембрана служит лишь опорой. Преждевременная агрессивная продувка сорвет этот слой, и пыль проникнет в глубокие поры, вызвав необратимое закоксовывание и рост перепада давления.
Мониторинг перепада давления в первые 48 часов работы должен быть непрерывным. Нормальным считается постепенный рост сопротивления от начальных 1000-1500 Па до рабочего значения (обычно 2000-2500 Па) в течение первой смены. Если перепад растет скачкообразно или превышает расчетные значения сразу после старта, это сигнал о проблеме: либо неправильная установка, либо несоответствие размера пор типу пыли. В таком случае остановку нельзя откладывать — каждый час работы в аварийном режиме снижает ресурс дорогих титановых фильтров.
Типичные ошибки и методы их предотвращения
Анализ сотен случаев преждевременного выхода из строя фильтрующих систем позволяет выделить ряд системных ошибок, которые совершают даже опытные эксплуатационники. Понимание этих рисков поможет вам избежать повторения чужих неудач.
Ошибка №1: Игнорирование влажности газа. Многие забывают, что пористые металлы чувствительны к конденсации. Если точка росы газа приближается к температуре фильтрации, влага конденсируется в порах, смешивается с пылью и превращается в цементоподобную массу. Очистить такой фильтр обратной продувкой невозможно. Решение: Всегда устанавливайте датчики точки росы на входе и поддерживайте температуру фильтрации минимум на 20-30°C выше точки росы. Продукция Итай, такая как каталитические мембраны, часто работает в условиях, близких к точке росы для максимизации эффективности химических реакций, поэтому контроль здесь критичен.
Ошибка №2: Неправильный выбор давления продувки. Стремление «продуть получше» приводит к использованию давления сжатого воздуха выше рекомендуемого (обычно 0,4-0,6 МПа). Избыточное давление создает ударную волну, которая не очищает фильтр, а ломает его микроструктуру или срывает с крепления. Решение: Строго соблюдайте регламент производителя. Лучше увеличить частоту продувок, чем их интенсивность.
Ошибка №3: Отсутствие анализа химического состава пыли. Замена фильтров «такими же, как стояли» без учета изменений в технологическом процессе upstream может быть фатальной. Если в газе появился новый компонент (например, сера или щелочные металлы), он может вступать в реакцию с материалом фильтра (титаном или алюминием) при высоких температурах, вызывая коррозию или спекание пор. Решение: Перед заказом запчастей всегда делайте экспресс-анализ пыли и сверяйтесь с таблицей химической стойкости материалов.
Ошибка №4: Экономия на уплотнениях. Попытка использовать универсальные резиновые кольца вместо специализированных графитовых или керамических уплотнений для высокотемпературных зон. Резина выгорает за несколько часов, оставляя канал для прорыва пыли. Решение: Используйте только оригинальные расходные материалы, рекомендованные для конкретных температурных диапазонов.
Экономическое обоснование и влияние на экологию
Правильно выполненная замена фильтрующих элементов — это не статья расходов, а инвестиция в стабильность производства. Рассмотрим экономику процесса на примере модернизации системы аспирации в металлургическом цехе. Использование дешевых аналогов или нарушение технологии монтажа приводит к сокращению срока службы фильтров с 3 лет до 6 месяцев. Учитывая стоимость одного комплекта пористых интерметаллидных фильтров, разница в расходах за пятилетний цикл может достигать 400-500%.
Кроме прямых затрат на закупку, существуют скрытые издержки. Частые остановки на замену фильтров ведут к потере производительности основной линии. Каждый час простоя печи или реактора может стоить десятки тысяч долларов упущенной выгоды. Кроме того, нестабильная работа фильтров ведет к колебаниям выбросов. В условиях ужесточения экологического законодательства (стандарты ГОСТ, требования к углеродной нейтральности) штраф за превышение ПДК может многократно перекрыть экономию на дешевом ремонте.
Внедрение решений от ООО «Чэнду Итай Технология», включая системы улавливания PM2.5 и установки для десульфурации, позволяет не только соблюдать нормы, но и возвращать ценные компоненты обратно в процесс. Например, уловленная металлическая пыль может быть рециклирована, что снижает потребление сырья. Долговечность и высокая эффективность процессов фильтрации в самых суровых условиях эксплуатации, гарантированная правильным монтажом, превращает систему очистки в источник дополнительной прибыли, а не в обузу.
Также стоит отметить влияние на энергопотребление. Забитые или неправильно установленные фильтры создают высокое аэродинамическое сопротивление. Вентиляторам приходится работать с перегрузкой, потребляя на 15-20% больше электроэнергии. Своевременная и качественная замена элементов поддерживает перепад давления в оптимальном диапазоне, обеспечивая энергосбережение. Для крупных предприятий с круглосуточным циклом работы экономия на электричестве может окупить стоимость сервисных работ за несколько месяцев.
Часто задаваемые вопросы
Как часто нужно менять фильтрующие элементы с низким перепадом давления?
Частота замены зависит не от времени, а от достижения критического перепада давления, который не восстанавливается после цикла обратной продувки. Для интерметаллидных фильтров в нормальных условиях срок службы составляет от 3 до 5 лет. Однако, если перепад давления стабильно превышает 3000-3500 Па несмотря на интенсивную продувку, элемент подлежит замене. В агрессивных средах (высокая влажность, кислотные газы) срок может сократиться до 1-2 лет. Регулярный мониторинг дифференциального давления — единственный объективный критерий.
Можно ли регенерировать старые фильтры вместо покупки новых?
Полная регенерация пористой структуры в промышленных условиях практически невозможна и экономически нецелесообразна. Химическая промывка может удалить поверхностные загрязнения, но не восстановит забитые глубокие поры и не устранит микротрещины. Попытка промыть фильтр кислотой может разрушить связующую матрицу интерметаллида. Единственный безопасный метод «омоложения» — профессиональная ультразвуковая очистка в специализированных ваннах, но она эффективна только на ранних стадиях загрязнения. В большинстве случаев надежнее и дешевле установить новый элемент, чем рисковать целостностью системы.
Что делать, если после замены перепад давления остается высоким?
Если после установки новых фильтров сопротивление системы не падает до расчетных значений (1000-1500 Па), причин может быть несколько. Во-первых, проверьте работу клапанов обратной продувки — возможно, они не открываются или давление воздуха недостаточно. Во-вторых, убедитесь, что бункер для сбора пыли не переполнен, что блокирует выход пыли. В-третьих, возможен брак партии фильтров (заниженная пористость) или ошибка в подборе модели под конкретный тип пыли. Также проверьте, не образовался ли конденсат в газопроводе перед фильтром. Диагностика должна проводиться комплексно, начиная с проверки instrumentation.
Безопасно ли работать с фильтрами из пористого титана?
Да, материал биологически инертен и безопасен при механическом контакте. Однако основная опасность представляет собой пыль, накопленная на поверхности фильтра в процессе эксплуатации. Она может содержать токсичные металлы, диоксины или канцерогенные вещества. При демонтаже обязательно используйте средства индивидуальной защиты (респираторы класса FFP3, защитные костюмы). Кроме того, пыль некоторых металлов (алюминий, магний, титан в дисперсном состоянии) взрывоопасна. Работы должны проводиться в соответствии с инструкциями по пожарной безопасности, исключающими искрообразование.
Заключение и рекомендации экспертов
Замена фильтрующих элементов с низким перепадом давления — это высокотехнологичная операция, требующая квалификации, дисциплины и понимания физико-химических процессов, происходящих внутри фильтра. Попытка упростить процедуру или сэкономить на инструментах и расходниках неизбежно ведет к авариям, финансовым потерям и экологическим рискам. Технология высокотемпературной металломембранной фильтрации открывает огромные возможности для промышленности, но только при условии грамотной эксплуатации.
Мы настоятельно рекомендуем разработать на вашем предприятии внутренний стандарт (SOP) на замену фильтров, основанный на рекомендациях производителя оборудования и реальных условиях вашего производства. Обучите персонал, оснастите бригады правильным инструментом и не допускайте к работе неквалифицированных подрядчиков. Помните, что надежность вашей системы очистки газов определяется самым слабым звеном, и часто этим звеном становится человеческий фактор при монтаже.
Если вы столкнулись со сложностями в подборе фильтров, нуждаются в аудите существующей системы или хотите модернизировать производство с использованием передовых решений для «зеленой» металлургии и химической промышленности, обратитесь к специалистам. Комплексные решения, включая системы улавливания PM2.5 и специализированное оборудование, помогают предприятиям достигать целей углеродной нейтральности. Свяжитесь с нами сегодня для получения консультации и расчета экономической эффективности внедрения наших технологий. Правильный выбор и профессиональный монтаж — залог долгой и бесперебойной работы вашего производства.