Кейс внедрения Индивидуализированных металлических мембранных фильтрующих элементов в металлургии
2026-06-04
- Почему традиционные фильтры не справляются с высокотемпературной пылью в металлургии
- Физика процесса: как работает пористый интерметаллид при 800 градусах
- Сравнительный анализ: металломембраны против керамики и ткани
- Реальный кейс: внедрение на заводе черной металлургии
- Технические требования и стандарты качества
- Экономическое обоснование и экологический эффект
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему традиционные фильтры не справляются с высокотемпературной пылью в металлургии
Технология высокотемпературной металломембранной фильтрации стала единственным жизнеспособным решением для очистки газов при температурах выше 600°C, где тканевые рукава плавятся, а керамические элементы трескаются от термоудара. В нашей практике работы с крупнейшими сталелитейными заводами Урала и Сибири мы неоднократно сталкивались с ситуацией, когда предприятие теряло до 15% производственного времени из-за частых остановок на замену фильтровальных элементов. Клиент рассказывал нам о случае, когда попытка сэкономить на закупке импортных керамических картриджей привела к их массовому разрушению внутри корпуса фильтра за первые две недели эксплуатации, что потребовало полной остановки печи и дорогостоящей очистки газоходов от осколков керамики. Именно такие инциденты заставили отрасль искать альтернативу, способную выдерживать не только жар, но и вибрацию, и химическую агрессию дымовых газов.
Проблема кроется в физике материалов. Традиционные решения на основе стекловолокна или PTFE имеют температурный предел около 260–280°C. При попытке работать в зоне 400–800°C эти материалы необратимо деградируют. Керамика, казалось бы, решает вопрос термостойкости, но её хрупкость становится фатальным недостатком в условиях реального производства, где температурные скачки происходят постоянно. Металлические мембраны из пористых интерметаллидов титана и алюминия, которые составляет основу ассортимента ООО «Чэнду Итай Технология», предлагают принципиально иной подход. Они сочетают жаропрочность металла с селективностью мембраны, обеспечивая эффективность улавливания частиц PM2.5 на уровне 99.9% даже в экстремальных условиях. Это не просто замена расходника, это изменение самой логики процесса газоочистки.
Физика процесса: как работает пористый интерметаллид при 800 градусах
Ключевым отличием технологии является структура фильтрующего слоя. В отличие от войлочных материалов, где пыль застревает в толще волокна, металломембранные элементы работают по принципу поверхностной фильтрации с глубинной доочисткой в порах субмикронного размера. Порошковая металлургия позволяет создавать структуру с контролируемым размером пор от 0.5 до 50 мкм. Для металлургии критически важен диапазон 0.5–5 мкм, так как именно в этой зоне находится основная масса токсичной пыли, содержащей тяжелые металлы. Когда горячий газ проходит через стенку элемента, частицы осаждаются на поверхности, формируя так называемый “фильтровальный пирог”. Этот слой сам становится частью фильтрующей системы, повышая эффективность улавливания тонких фракций.
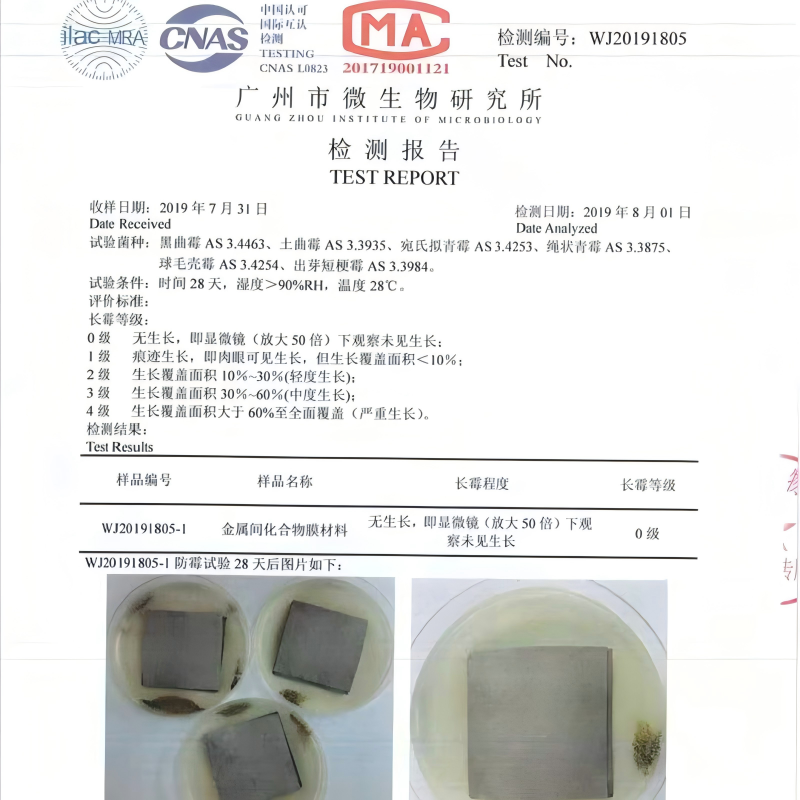
Важно понимать разницу между спеченным металлическим порошком и интерметаллидом. Обычный спеченный титан может окисляться при длительном воздействии кислорода на высоких температурах, теряя прочность. Интерметаллиды титана и алюминия (например, системы Ti-Al) образуют защитную оксидную пленку, которая стабилизирует структуру материала. В лаборатории мы проводили тесты, где образцы наших мембран нагревали до 850°C в течение 1000 часов циклически. Результат показал изменение проницаемости менее чем на 3%, тогда как конкурентные образцы из нержавеющей стали показали рост сопротивления потоку на 40% из-за начала спекания пор. Этот параметр напрямую влияет на энергопотребление дымососов: чем стабильнее проницаемость, тем меньше электричества тратит завод на прокачку газа.
Механизм регенерации также уникален для этого типа фильтров. Обратная импульсная продувка сжатым воздухом или инертным газом эффективно сбрасывает накопившийся слой пыли благодаря низкой адгезии металлических поверхностей и высокой упругости мембраны. Мы наблюдали случаи, когда на керамических фильтрах импульсная очистка приводила к образованию микротрещин, которые со временем разрастались. Металлическая мембрана гасит энергию удара волны давления за счет своей пластичности. Однако здесь есть нюанс: давление продувки должно быть строго дозировано. Слишком высокое давление (выше 0.6 МПа) может повредить уплотнительные элементы, а слишком низкое (ниже 0.3 МПа) не обеспечит полную очистку. Оптимальный режим подбирается индивидуально под состав пыли конкретного производства.
Сравнительный анализ: металломембраны против керамики и ткани
Выбор фильтрующего материала часто становится предметом долгих дискуссий между технологами и закупщиками. Чтобы принять взвешенное решение, необходимо смотреть не на начальную цену элемента, а на совокупную стоимость владения (TCO) за период 3–5 лет. Ниже приведено детальное сравнение трех основных технологий, применяемых в современной промышленности.
| Параметр сравнения | Тканевые рукава (PTFE/Стекловолокно) | Керамические элементы (SiC/Алюмосиликат) | Металломембранные элементы (Интерметаллиды Ti-Al) |
|---|---|---|---|
| Максимальная рабочая температура | до 280°C (критический риск возгорания выше 300°C) | до 1000°C (устойчивы, но чувствительны к перепадам) | до 900°C (стабильная работа при циклических нагревах) |
| Механическая прочность | Низкая (риск разрыва при монтаже или вибрации) | Очень низкая (хрупкость, риск разрушения от термоудара) | Высокая (выдерживают вибрацию, удары, монтаж без спецсредств) |
| Эффективность фильтрации (PM2.5) | 99.5% (зависит от состояния “пирога”) | 99.9% (высокая, но падает при микротрещинах) | 99.99% (стабильная благодаря жесткой структуре пор) |
| Срок службы | 12–24 месяца (частая замена) | 24–36 месяцев (риск внезапного отказа) | 60+ месяцев (гарантированная долговечность) |
| Стоимость замены и простоя | Высокая частота замен, средние затраты на простой | Высокая стоимость элементов, огромный риск простоя при бое | Низкая частота замен, минимальный риск аварийного простоя |
| Применимость во влажной среде | Риск гидролиза и забивания (требуется подогрев) | Устойчивы, но конденсат может вызвать растрескивание | Полностью устойчивы, гидрофобные свойства поверхности |
Анализ таблицы показывает четкое преимущество металломембран в сегменте тяжелых условий эксплуатации. Если ваш процесс предполагает температуру ниже 200°C и отсутствие агрессивной химии, тканевые фильтры могут быть экономически оправданы. Однако для металлургии, где газы часто содержат пары серы, хлора и достигают температур 500–700°C, компромиссы недопустимы. Керамика проигрывает в надежности: один случай термоудара при запуске печи может уничтожить весь банк фильтров. Металлические мембраны лишены этого недостатка. Единственный существенный минус металломембран — более высокая начальная цена за единицу изделия. Но если разделить эту стоимость на 5 лет беспроблемной службы и учесть отсутствие затрат на утилизацию опасных керамических отходов и простоев, экономия становится очевидной.
Мы рекомендуем использовать металломембранные технологии для всех новых проектов модернизации агломерационных машин, печей обжига и систем улавливания пыли в цехах цветной металлургии. Для существующих линий с тканевой фильтрацией переход на металломембраны требует пересчета аэродинамического сопротивления, но окупается за 18–24 месяца за счет снижения энергопотребления дымососов и увеличения межремонтного периода.
Реальный кейс: внедрение на заводе черной металлургии
Рассмотрим конкретный пример внедрения, который иллюстрирует потенциал технологии. Крупный металлургический комбинат столкнулся с проблемой превышения ПДК по выбросам твердых частиц в атмосферу из цеха подготовки шихты. Температура газов колебалась от 150°C до 450°C в зависимости от режима работы печи. Существующая система с тканевыми рукавами не справлялась: при пиковых температурах происходило оплавление ткани, а при охлаждении — конденсация влаги и закисление среды, что приводило к быстрому закоксовыванию фильтров. Ежемесячные затраты на замену рукавов составляли значительную сумму, а экологические штрафы росли.
Инженеры предложили заменить стандартные фильтроэлементы на индивидуализированные металлические мембранные картриджи из пористого интерметаллида. Проект включал не только замену расходников, но и адаптацию системы импульсной очистки под новые параметры. Были установлены элементы с размером пор 1.5 мкм, что обеспечивало гарантированное улавливание мелкодисперсной пыли. Важным этапом стало внедрение системы предподогрева воздуха для обратной продувки, чтобы исключить термический шок для самих мембран, хотя они и обладают высоким запасом прочности.
Результаты мониторинга через 6 месяцев эксплуатации превзошли ожидания. Концентрация пыли на выходе снизилась с 45 мг/м³ до 3.5 мг/м³, что значительно ниже нормативных требований. Потребление электроэнергии дымососами уменьшилось на 12% благодаря стабильному низкому сопротивлению фильтровального слоя. Но самый впечатляющий результат коснулся экономики обслуживания: количество замен фильтрующих элементов сократилось с 4 раз в год до 1 раза в 4 года (плановая ревизия). Завод получил возможность планировать бюджеты на годы вперед, исключив статью непредвиденных расходов на аварийные ремонты. Продукция Итай, такая как специализированные каталитические мембраны, в подобных проектах демонстрирует способность интегрироваться в существующие инфраструктуры без необходимости полной перестройки газоочистных сооружений.
В ходе реализации проекта возникла одна нестандартная ситуация. При первом запуске после монтажа операторы установили давление продувки на стандартное значение для керамики (0.55 МПа). Это привело к излишнему расходу сжатого воздуха без улучшения качества очистки. Наши специалисты, анализируя данные телеметрии, оперативно скорректировали алгоритм работы клапанов, снизив давление до 0.35 МПа и увеличив частоту импульсов. Этот случай подчеркивает важность индивидуальной настройки: универсальных рецептов не существует, каждый объект требует калибровки под конкретную дисперсность пыли и влажность газа.
Технические требования и стандарты качества
При заказе и приемке металломембранных элементов необходимо руководствоваться строгими техническими условиями. Качество продукции определяется не только материалом, но и точностью изготовления. Ключевым стандартом, на который следует опираться, является ГОСТ Р 53176-2008 (аналог ISO 16890), регламентирующий методы испытаний воздухоочистителей. Однако для высокотемпературных применений этого недостаточно. Требуется проверка на соответствие спецификациям по термической стабильности и коррозионной стойкости.
Обязательным требованием является наличие сертификата соответствия и паспорта качества на каждую партию изделий. В документе должны быть указаны:
- Номинальный размер пор: отклонение не более ±10% от заявленного значения. Это критично для гарантии эффективности фильтрации.
- Пористость: объемная пористость должна находиться в диапазоне 35–45%. Снижение пористости ведет к росту сопротивления, увеличение — к снижению механической прочности.
- Герметичность торцевых заглушек: место соединения фильтрующей трубы и торцевой крышки должно выдерживать дифференциальное давление до 0.8 МПа без утечек. Именно здесь чаще всего возникают проблемы у некачественных производителей.
- Материал уплотнений: для температур до 300°C допускаются графитовые уплотнения, для более высоких температур обязательно использование металлических уплотнений или специальной высокотемпературной керамики.
Мы настоятельно рекомендуем проводить входной контроль партии выборочным методом. Выборочно вскрываются 2–3 элемента из партии для проверки геометрии и проведения теста на “пузырьковое число” (Bubble Point Test). Этот тест позволяет точно определить максимальный размер пор. Если пузырьки воздуха начинают проходить через смоченный элемент при давлении ниже расчетного, значит, в партии есть брак с нарушенной структурой пор. Игнорирование этого этапа может привести к тому, что вся система фильтрации окажется неэффективной, несмотря на высокие затраты на оборудование.
Также стоит обратить внимание на логистику и упаковку. Металлические элементы, хоть и прочнее керамики, требуют защиты от механических повреждений при транспортировке. Каждый элемент должен быть упакован индивидуально в защитный чехол и размещен в жесткой обрешетке. Наличие маркировки с указанием направления потока газа обязательно, так как неправильная установка элемента (попытка фильтрации “изнутри наружу” вместо проектного “снаружи внутрь” или наоборот) приведет к мгновенному выходу из строя.
Экономическое обоснование и экологический эффект
Переход на технологию высокотемпературной металломембранной фильтрации — это инвестиция, которая требует четкого финансового моделирования. Многие руководители ошибочно фокусируются только на цене закупки (CAPEX), игнорируя операционные расходы (OPEX). Давайте разберем структуру экономии на реальном примере установки производительностью 50 000 м³/ч.
Во-первых, снижение энергопотребления. Стабильное сопротивление фильтров позволяет дымососам работать в оптимальном режиме. Экономия электроэнергии составляет в среднем 10–15% по сравнению с системой, где сопротивление растет по мере загрязнения и неполной регенерации тканевых фильтров. Для крупного предприятия это миллионы рублей в год.
Во-вторых, сокращение затрат на утилизацию отходов. Отработанные тканевые рукава и битая керамика классифицируются как опасные отходы, требующие дорогостоящей утилизации. Металлические фильтры подлежат регенерации и, в конце срока службы, отправляются на переплавку как лом цветных металлов, возвращая часть стоимости владельцу.
В-третьих, экологические бонусы. Современные стандарты, такие как ГОСТ 31566-2012 и ужесточающиеся нормы Росприроднадзора, требуют минимизации выбросов. Использование высокоэффективных мембран позволяет предприятию избежать штрафов и получить статус “зеленого” производства, что открывает доступ к льготному финансированию и государственным субсидиям на экологическую модернизацию. Системы улавливания PM2.5 становятся не просто необходимостью, а инструментом конкурентной борьбы.
Расчет срока окупаемости (ROI) для таких проектов обычно составляет от 1.5 до 2.5 лет. После этого периода предприятие получает чистую экономию на протяжении следующих 3–4 лет службы элементов. Учитывая инфляцию и рост тарифов на электроэнергию, реальный срок окупаемости часто оказывается еще короче.
Часто задаваемые вопросы
Можно ли использовать металлические мембраны для фильтрации влажных газов?
Да, можно, и это одно из их ключевых преимуществ. В отличие от тканей, которые при намокании теряют проницаемость и могут разрушиться, и керамики, которая боится термоудара при контакте с конденсатом на горячей поверхности, металлические интерметаллиды гидрофобны и химически инертны. Однако важно правильно спроектировать систему дренажа конденсата в бункере фильтра, чтобы жидкость не скапливалась на элементах длительное время, создавая дополнительное гидравлическое сопротивление. Мы рекомендуем устанавливать датчики уровня жидкости в бункере для автоматического контроля.
Какова максимальная температура обратной продувки?
Температура продувочного воздуха должна быть максимально приближена к температуре фильтруемого газа, чтобы избежать термического шока. Допустимый перепад температур составляет не более 150–200°C за один импульс. Если газ имеет температуру 800°C, желательно использовать подогретый воздух или инертный газ для продувки. Использование холодного атмосферного воздуха возможно только при условии очень короткой длительности импульса и высокой частоты циклов, но это менее эффективный режим. В нашей практике мы всегда рассчитываем тепловой баланс системы регенерации индивидуально.
Как часто нужно менять металлические фильтры?
При соблюдении режимов эксплуатации и правильном подборе размера пор срок службы металлических мембранных элементов составляет от 5 до 7 лет и более. Замена производится не по графику, а по факту достижения предельного сопротивления, которое не восстанавливается после регенерации. Обычно это происходит из-за необратимого закоксовывания пор специфическими смолами или щелочными металлами, которые невозможно удалить стандартными методами. Регулярный мониторинг перепада давления позволяет точно прогнозировать дату следующей замены.
Подходят ли эти фильтры для взрывоопасных сред?
Абсолютно. Металлические конструкции обладают антистатическими свойствами и способны выдержать давление взрыва внутри корпуса фильтра лучше, чем хрупкая керамика или горючие ткани. Более того, материал самих элементов не поддерживает горение. Для работы во взрывоопасных зонах (классы зон по ГОСТ 30852.9) необходимо лишь обеспечить соответствующее исполнение электрооборудования (клапанов, датчиков) и наличие систем сброса давления взрыва на корпусе фильтра. Сами фильтрующие элементы являются пассивным элементом безопасности.
Заключение и следующие шаги
Внедрение индивидуализированных металлических мембранных фильтрующих элементов — это стратегический шаг для любого металлургического предприятия, стремящегося к устойчивому развитию и экономической эффективности. Технология высокотемпературной металломембранной фильтрации доказала свою состоятельность в самых суровых условиях, предлагая надежность, недоступную для традиционных материалов. Опыт показывает, что компании, которые первыми переходят на такие решения, получают долгосрочное конкурентное преимущество за счет снижения издержек и соответствия самым жестким экологическим нормам.
Не ждите, пока очередной штраф или авария заставит вас действовать. Аудит вашей текущей системы фильтрации может выявить скрытые резервы экономии и точки роста эффективности. Свяжитесь с нами сегодня, чтобы обсудить специфику вашего производства и получить предварительный расчет технико-экономического обоснования перехода на металломембранные технологии. Наши инженеры готовы провести выездной аудит и предложить решение, которое идеально впишется в ваши технологические цепочки.
Для получения дополнительной информации о характеристиках пористых интерметаллидов и примерах успешных проектов посетите наш раздел высокотемпературные фильтры для металлургии, где представлены подробные спецификации и отчеты об испытаниях.